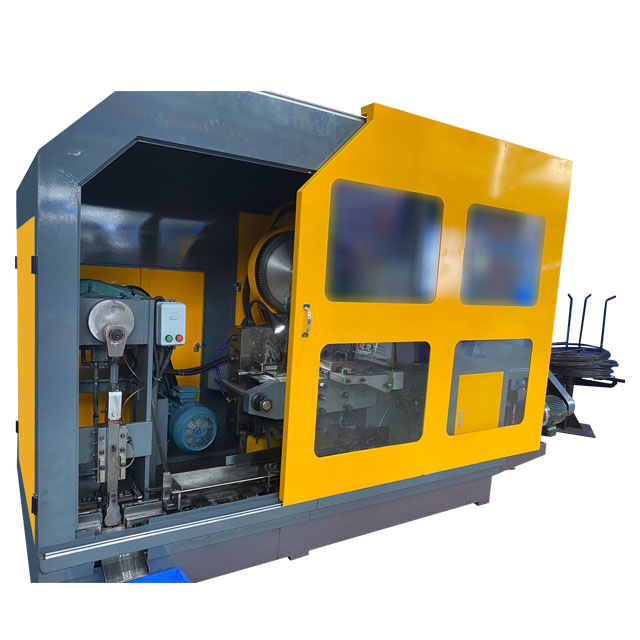
Die 5-Stationen-Bolzenformmaschine Ronen® – ein wichtiger Lieferant – formt Bolzenrohlinge in fünf Kaltbearbeitungsschritten: Drahtschneiden, Stauchen, Kopfformen, Besäumen und Wellenschleifen. Legen Sie einfach den Draht in die Zuführmaschine, richten Sie ihn ein und er läuft automatisch.
Die 5-Stationen-Bolzenformmaschine zum Kaltschmieden wandelt Metalldraht durch fünf aufeinanderfolgende Kaltfließpressstationen in Bolzenrohlinge um. Es wurde ein Bolzenrohling hergestellt, an dem der gesamte Kopf und Schaft befestigt waren. Dies kann dann für nachfolgende Threading-Vorgänge verwendet werden.
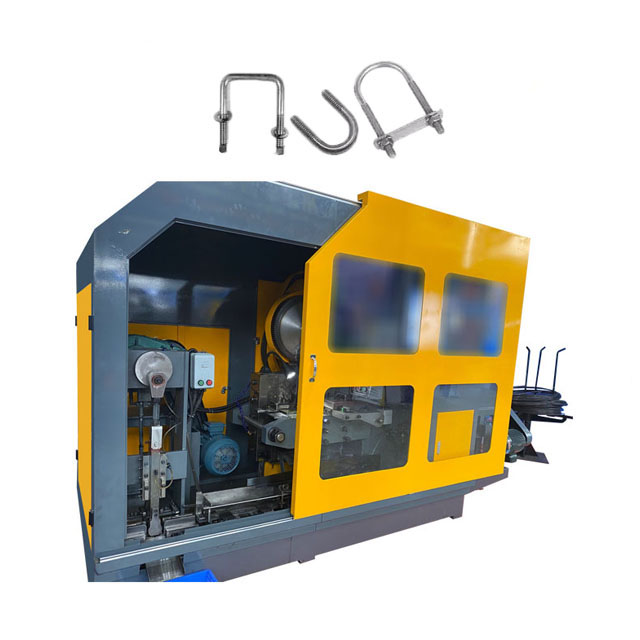
Die fünf Stationen der Bolzenformmaschine haben klar definierte Aufgaben: Station 1 schneidet den Draht und drückt kleine Vorsprünge (die Ausgangsform des Kopfes) heraus; Station 2 spannt den Kopf vor, um die Form klarer zu machen; Station 3 bearbeitet das Stangenteil (z. B. Reduzierung oder Stufen auspressen); Station 4 drückt die Details des Kopfes fein aus; Station 5 schließt die Formung des Stabteils und des Kopfes ab. Der gesamte Prozess erfordert keine Erwärmung; es erfolgt direkt im kalten Zustand.
Die Maschine kann den Metalldraht formen, ohne dass eine Erwärmung erforderlich ist. Die automatisierte Anlage zieht zunächst den Metalldraht heraus, schneidet ihn je nach Bedarf in bestimmte Längen und transportiert ihn dann nacheinander zu fünf verschiedenen Verarbeitungsstationen. An jeder Station werden bestimmte Arbeitsgänge durchgeführt, wie zum Beispiel das Formen des Kopfes oder das Einsetzen des Stangenteils, um letztendlich den Bolzen zu formen.
Der Wartungsschwerpunkt der 5-Stationen-Bolzenformmaschine zum Kaltschmieden liegt auf dem Fördermechanismus und den Formen. Der Mechanismus zum Bewegen der Bolzenrohlinge zwischen den Stationen muss präzise gehalten werden und der Verschleißzustand der Schmiedeformen muss überprüft werden, um sicherzustellen, dass die Bolzen den Spezifikationen entsprechen.
Das Merkmal der 5-Stationen-Bolzenformmaschine zum Kaltschmieden besteht darin, dass sie über umfassende Stationsfunktionen verfügt und sich hervorragend an verschiedene Materialien anpassen lässt. Die 1-2-Position ist für den Kopf der Pfeife und die 3-5-Position ist für den Pfeifenkörper. Es kann Schrauben vom einfachen Rundkopf bis hin zu solchen mit Stufen verarbeiten. Der auf jede Arbeitsstation ausgeübte Druck kann unabhängig eingestellt werden und verursacht keine Risse im Draht.
| Modell | Einheit | RNBP-65S | RNBP-85S |
RNBP-105S |
RNBP-135L |
RNBP-135L |
RNBP-135LL |
RNBP-165S |
| Schmiedestation | NEIN. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Schmiedekraft | Kgf | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Max. Trenndurchmesser | mm | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| Max. Schnittlänge | mm | 105 | 115 | 135 | 185 | 195 | 265 | 190 |
| Ausgaberate | Stk./Min | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| R.K.O. Schlaganfall | mm | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| K.O. Schlaganfall | mm | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Hauptstößelhub | mm | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Hauptmotorleistung | Kw | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| Insgesamt schwächelt es. der abgeschnittenen Matrize | mm | Ø30x45L | Ø50x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø58x69L |
Ø75x100L |
| Insgesamt schwächelt es. der Stanzform | mm | Ø40x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x30L |
Ø60x229L |
Ø75x185L |
| Insgesamt schwächelt es. des Hauptwerkzeugs | mm | Ø50x110L |
Ø60x130L |
Ø75x135L |
Ø75x185K |
Ø86x190L |
Ø86x305L |
Ø108x200L |
| Die Tonhöhe | mm | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| Ca. Gewicht | Tonne | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Anwendbarer Bolzendurchmesser | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 10-16 |
| Schaftlänge des Rohlings | mm | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| Insgesamt schwächelt es | mm | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |