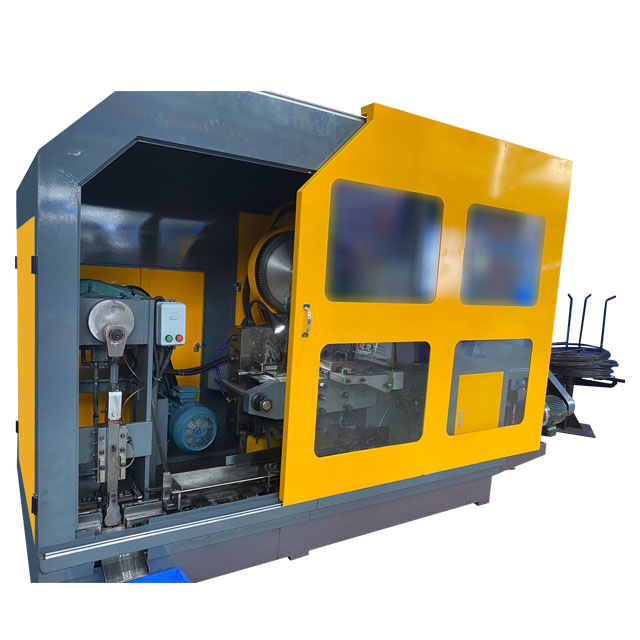
Ronen®, der Hersteller, produziert die automatische 4-Matrizen-4-Blas-Bolzenherstellungsmaschine, die Bolzenrohlinge über vier Formschritte und vier Schmiedeprozesse formt: Drahtschneiden, Stauchen, Kopfformen, Endbeschnitt. Bediener benötigen nur gelegentliche Ausgabekontrollen, keine ständige Überwachung.
Die automatische 4-Matrizen-4-Blas-Bolzenherstellungsmaschine verwendet vier Formensätze und vier aufeinanderfolgende Stanzprozesse, um Metalldraht automatisch in Bolzenrohlinge umzuwandeln. Während des Produktionsprozesses sind keine Arbeitskräfte zum Eingreifen erforderlich. Die Maschinen erledigen den gesamten Prozess selbstständig.
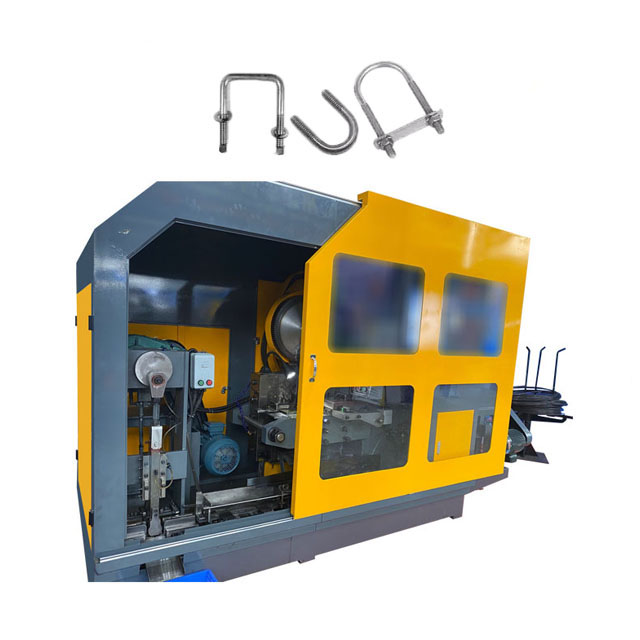
Die Bolzenmaschine verarbeitet den Metalldraht in vier Schritten zu Bolzen. Es schneidet einen Abschnitt des Metalldrahts ab und führt ihn dann vier Stationen zu. An jeder Station drückt der Stempel auf den Metalldraht, um verschiedene Teile des Bolzens zu formen, beispielsweise den Bolzenkopf oder die Bolzenspitze. Schließlich entsteht ein fertiger Bolzen.
Legen Sie eine Spule Stahldraht in die automatische 4-Matrizen-4-Bolzen-Herstellungsmaschine. Bei der Bearbeitung richtet die Maschine den Stahldraht zunächst gerade, schneidet ihn dann in voreingestellte Längen und formt ihn schließlich durch kontinuierliche Bearbeitung zu fertigen Bolzen. Dieser automatisierte Prozess ist darauf ausgelegt, eine große Menge an Schrauben effizient herzustellen. Dieser Prozess vereint früher mehrere separate Schritte zu einem kontinuierlichen Vorgang auf einer einzigen Maschine.
Die Bolzenherstellungsmaschine führt das Material direkt zu. Der erste Stempel schneidet den Draht und formt die Ausgangsform des Kopfes. Der zweite Stempel formt den Kopf deutlicher (z. B. die Kanten eines sechseckigen Kopfes). Die dritte Matrize bearbeitet das Stangenteil (einfache Schritte oder Durchmesserreduzierung). Die vierte Matrize stellt den Kopf und das Stangenteil fertig und schließlich wird der fertige Rohling automatisch verschickt.
| Modell | Einheit | DBF-64S | DBF-64SL |
DBF-84S |
DBF-104S |
DBF-104L |
DBF-134L |
DBF-134L |
| Schmiedestation | NEIN. | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| Schmiedekraft | Kgf | 35.000 | 40.000 | 60.000 | 80.000 | 80.000 | 120.000 | 120.000 |
| Max. Trenndurchmesser. | mm | F8 | F8 |
Φ10 |
F12 |
F12 |
F15 |
F15 |
| Max. Schnittlänge | mm | 80 | 105 | 115 | 135 | 185 | 190 | 265 |
| Ausgaberate | Stk./Min | 140-210 | 130-200 | 120-180 | 90-140 | 80-130 | 75-110 | 50-80 |
| P.K.O.Schlaganfall | mm | 12 | 15 | 18 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 90 | 92 | 118 | 160 | 175 | 225 |
| Hauptstößelhub | mm | 110 | 136 | 160 | 190 | 262 | 270 | 380 |
| Hauptmotorleistung | Kw | 15 | 15 | 22 | 30 | 30 | 37 | 37 |
| Gesamtabmessungen der abgeschnittenen Matrize | mm | Φ30*45L | Φ30*45L |
Φ50*50L |
Φ45*59L |
Φ45*59L |
Φ63*69L |
Φ63*69L |
| Gesamtabmessungen des Stempels | mm | Φ40*90L |
Φ40*90L |
Φ45*125L |
Φ53*115L |
Φ53*115L |
Φ60*130L |
Φ60*229L |
| Gesamtabmessungen des Hauptwerkzeugs | mm | Φ50*85L |
Φ50*110L |
Φ60*130L |
Φ75*135L |
Φ75*185L |
Φ86*190L |
Φ86*305L |
| Die Tonhöhe | mm | 60 | 60 | 70 | 90 | 94 | 110 | 110 |
| Ungefähres Gewicht | Tonne | 8 | 10 | 14 | 18 | 21 | 28 | 33 |
| Anwendbarer Bolzendurchmesser | mm | 3-6 | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
| Schaftlänge des Rohlings | mm | 10-65 | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 |
| Insgesamt schwächelt es. | mm | 5300*3000*2300 | 5500*3100*2300 | 6500*3200*2500 | 7400*3500*2800 | 9000*3500*2900 | 10000*3800*2900 | 11000*3800*3000 |
Das Verkaufsargument der automatischen 4-Matrizen-4-Bolzen-Herstellungsmaschine ist „vollautomatisch + Vier-Form-Formung“. Es ist hocheffizient und spart Arbeit. Aus Sicht der Prozesseffekte kann der Vier-Formen-Vier-Blas-Prozess durch eine präzisere Formsteuerung Produkte mit höherer Präzision herstellen als der Zwei-Formen-Zwei-Blas-Prozess. Der Bogenübergang des Kopfes der Rundkopfschraube ist gleichmäßig und kontinuierlich ohne offensichtliche Abweichung; Die sechseckige Struktur der Sechskantschraube ist gut symmetrisch und der Maßfehler auf jeder Seite ist kontrollierbar. Ein nachträgliches Schleifen entfällt und die Ausschussquote ist geringer.