Der Lieferant Ronen® stellt den Bolzenformer mit 4 Matrizen und 4 Stationen zur Verfügung, der den Bolzenrohling in vier Schritten formt: Der erste Schritt besteht darin, den Draht abzuschneiden, der zweite Schritt besteht darin, den Rohling zu strecken, der dritte Schritt besteht darin, den Bolzenkopf zu formen, und der vierte Schritt besteht darin, die überschüssigen Teile abzuschneiden. Es besteht keine Notwendigkeit, die Rohstoffe zu bewegen.
Der Bolzenformer mit 4 Matrizen und 4 Stationen verwendet vier separate Stationen und entsprechende Formen, um den Metalldraht kalt zu Bolzenrohlingen zu formen. Es stellt Bolzen her, indem es Metall durch vier Formstufen drückt. Der Metalldraht tritt an einem Ende ein, wird abgeschnitten und durchläuft dann jede Arbeitsstation.
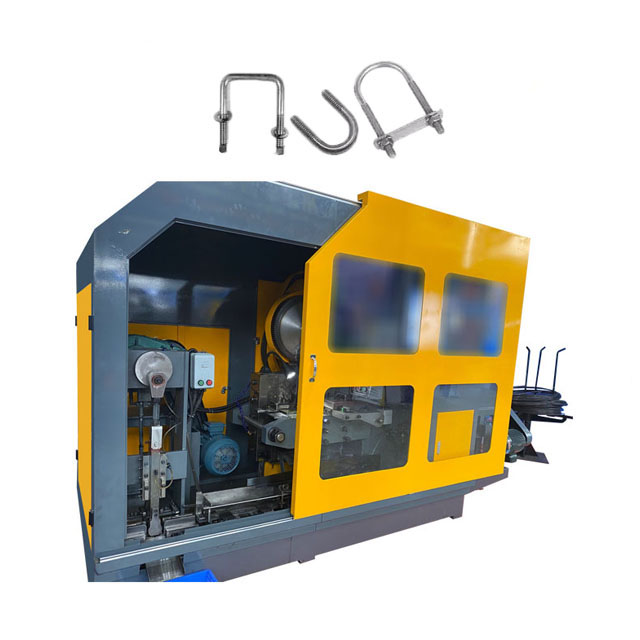
Legen Sie eine Drahtrolle in den Bolzenformer und schon kann der Umformvorgang beginnen. Die Maschine schneidet automatisch einen Drahtabschnitt ab und führt ihn den vier Stationen zu. Bei jedem Stopp drückt ein Werkzeug auf das Metall, verändert dessen Form und verwandelt den einfachen Draht in einen komplexen Bolzen.
Der Bolzenformer mit 4 Gesenken und 4 Stationen verwendet ein Kaltschmiedeverfahren, sodass das Metall ohne Erhitzen geformt werden kann. Da die innere Struktur des Metalls komprimiert und umgeformt wird, führt dies zu einem robusteren Endprodukt. Die auf diese Weise hergestellten Verbindungselemente sind äußerst stabil und langlebig.
Eine der Schlüsselkomponenten des Bolzenformers ist der Übertragungsfinger. Diese Komponente nimmt die unfertigen Schrauben auf und befördert sie präzise von einer Station zur nächsten. Wenn dieser Mechanismus nicht richtig ausgerichtet ist, werden die Bolzen nicht richtig geformt. Sein Prozessablauf ist progressiv. Die erste Station kann mit der Kopfformung beginnen, die nächste Station vervollständigt die Kopfformung, eine andere Station bearbeitet die Spitze und die letzte Station beginnt mit der Bearbeitung der Fäden.
| Modell | Einheit | RNBP-65S | RNBP-85S | RNBP-105S | RNBP-135L | RNBP-135L | RNBP-135LL | RNBP-165S |
| Schmiedestation | NEIN. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Schmiedekraft | Kgf | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Max. Trenndurchmesser | mm | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| Max. Schnittlänge | mm | 105 | 115 | 135 | 185 | 190 | 265 | 190 |
| Ausgaberate | Stk./Min | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| P.K.O. Schlaganfall | mm | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| K.O. Schlaganfall | mm | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Hauptstößelhub | mm | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Hauptmotorleistung | Kw | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| Insgesamt schwächelt es. der abgeschnittenen Matrize | mm | Ø30x45L | Ø50x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø58x69L |
Ø75x100L |
| Insgesamt schwächelt es. der Stanzform | mm | Ø40x90L |
Ø45x125L |
Ø53x115L |
Ø53x115l |
Ø60x130L |
Ø60x229l |
Ø75x185l |
| Insgesamt schwächelt es. des Hauptwerkzeugs | mm | Ø50x110L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x190L |
Ø86x305L |
Ø108x200L |
| Die Tonhöhe | mm | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| Ca. Gewicht | Tonne | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Anwendbarer Bolzendurchmesser | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 10-16 |
| Schaftlänge des Rohlings | mm | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| Insgesamt schwächelt es | mm | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |

Das Merkmal des 4-Matrizen-4-Stationen-Bolzenformers besteht darin, dass die Arbeitsstationen gut koordiniert sind und der Formwechsel schnell erfolgt. Die Bewegungen der vier Arbeitsplätze werden durch mechanische Kopplung präzise koordiniert. Sobald die vorherige Arbeitsstation die Bearbeitung beendet hat, bewegt sich das Werkstück automatisch zur nächsten, ohne dass es zu Fehlausrichtungen oder Blockierungen kommt.