Die Drehtechnik von Mutterngewinden: Zur Bearbeitung von Innen- und Außengewinden am Werkstück gibt es zwei Hauptmethoden: Gewindeschneiden und Gewinderollen.
1. Gewindeschneiden
Im Allgemeinen handelt es sich dabei um die Methode, mit Formwerkzeugen oder Schleifwerkzeugen Gewinde am Werkstück zu bearbeiten. Beim Gewindedrehen sorgt die Übertragungskette der Werkzeugmaschine dafür, dass sich das Drehwerkzeug, der Fräser oder die Schleifscheibe genau und gleichmäßig entlang der Achsrichtung des Werkstücks bewegt, und zwar für eine Umdrehung pro Umdrehung des Werkstücks.
Geeignet für die Herstellung kurzer Gewindewerkstücke in mittleren bis großen Stückzahlen zum Drehen feiner Zähne. Die Steigungsgenauigkeit allgemeiner Trapezgewinde auf Drehmaschinen kann nur Stufe 8-9 (JB2886-81) erreichen.
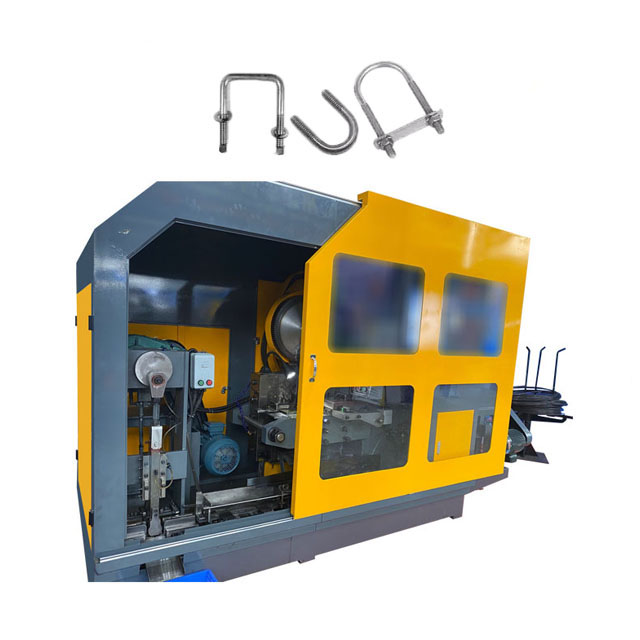
2. Gewinderollen
Ein Bearbeitungsverfahren zur Gewinnung von Gewinden durch Verwendung von Umform- und Rollformen, um eine plastische Verformung des Werkstücks herbeizuführen. Geeignet für die Massenproduktion von Standard-Verbindungselementen und anderen Gewindeverbindungen mit Außengewinde. Der Außendurchmesser beträgt im Allgemeinen nicht mehr als 25 mm und die Länge nicht mehr als 100 mm. Die Gewindegenauigkeit kann Level 2 (GB197-63) erreichen.