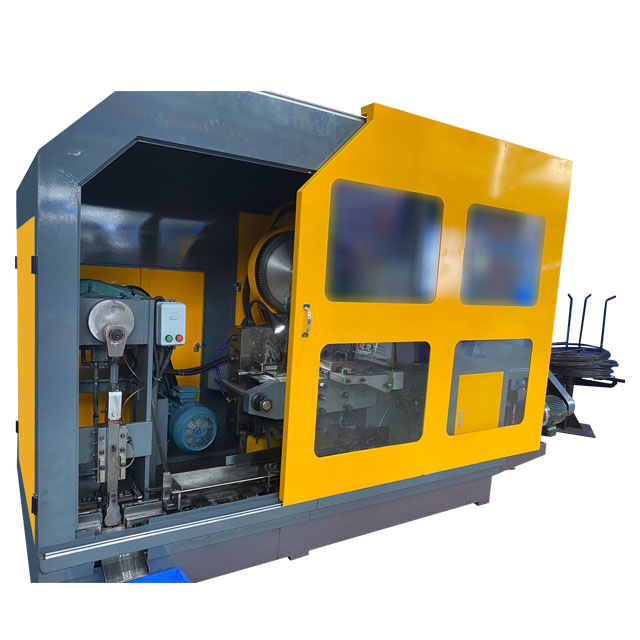
Der Ronen® High Speed Bolt Former wird von vielen Herstellern bevorzugt. Es kann Metalldraht schnell in Bolzenrohlinge umwandeln. Dabei werden die Formung des Schraubenkopfes und die Endbearbeitung des Schaftstabes in einem Arbeitsgang erledigt. Sie müssen lediglich den Draht einlegen und die Größe einstellen, und schon läuft die Maschine stabil und ohne häufige Stopps.
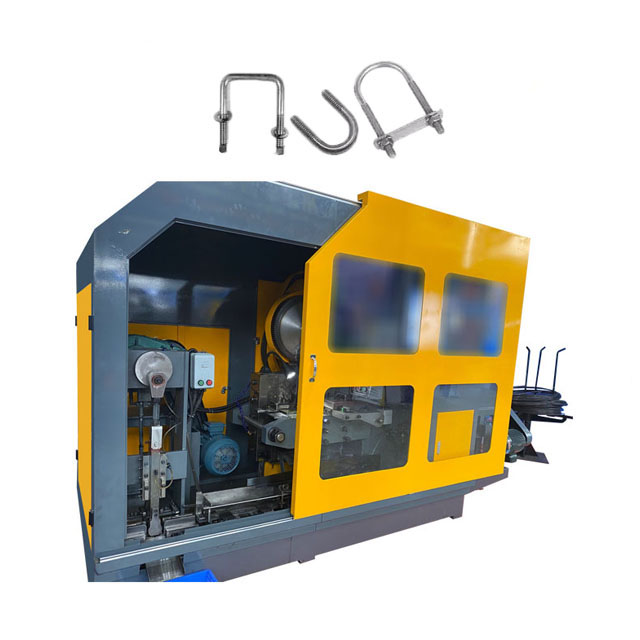
Der High Speed Bolt Former ist speziell für die schnelle Bearbeitung von Bolzenrohlingen konzipiert. Richten Sie zuerst den Metalldraht gerade und schneiden Sie ihn ab. Anschließend extrudieren Sie mithilfe mehrerer Formensätze kontinuierlich den Kopf und den Schaft des Bolzens. Der gesamte Prozess ist vollständig automatisiert.
Der High Speed Bolt Former ist eine Kaltstauchmaschine, die speziell für die Erzielung einer maximalen Produktionsleistung entwickelt wurde. Ihre Grundfunktionen entsprechen denen einer Standard-Stauchmaschine – Draht schneiden und Bolzenköpfe formen –, sie wurden jedoch hinsichtlich der Taktgeschwindigkeit optimiert. Das Hauptziel der Konstruktion besteht darin, eine große Anzahl von Kopfschraubenrohlingen pro Minute herzustellen, um sie für die Massenproduktion geeignet zu machen.
Die Maschine verfügt über einen schwereren und robusteren Rahmen und eine stabilere Kurbelwelle, um den höheren Belastungen durch schnelles Arbeiten standzuhalten. Das Antriebssystem wurde im Hinblick auf ein ausgewogenes Design entwickelt, was zu minimalen Vibrationen bei hohen Geschwindigkeiten führt. Dank seiner robusten Struktur kann die Maschine zuverlässig und zuverlässig mit der maximal angegebenen Taktgeschwindigkeit arbeiten, ohne dass die Gefahr übermäßiger Abnutzung oder Fehlfunktionen besteht.
Eines der Hauptmerkmale des High Speed Bolt Former ist sein schneller und präziser Übertragungsmechanismus. Die Konstruktion der Finger oder Klemmen, mit denen die Bolzenrohlinge zwischen verschiedenen Kopfstationen bewegt werden, zielt auf minimale Bewegung und schnelle Inbetriebnahme ab. Der Zeitpunkt der Übertragung ist entscheidend für den Hochgeschwindigkeitsbetrieb, da jede Verzögerung zwischen den Stationen die Gesamtproduktivität einschränkt.
| Modell | Einheit | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Schmiedestation | NEIN. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Schmiedekraft | Kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Max. Trenndurchmesser | mm |
Ø8 |
Ø10 |
Ø10 |
Ø12 |
Ø12 |
Ø15 |
Ø15 |
Ø15 |
| Max. Schnittlänge | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Ausgaberate | Stk./Min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Schlaganfall | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Hauptstößelhub | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Hauptmotorleistung | Kw | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Gesamtabmessungen der abgeschnittenen Matrize | mm |
Ø30x45L |
Ø35x50L |
Ø35x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø63x69L |
Ø63x69L |
| Gesamtabmessungen des Stempels | mm |
Ø40x90L |
Ø45x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x130L |
Ø60x130L |
Ø60x229L |
| Gesamtabmessungen des Hauptwerkzeugs | mm |
Ø50x85L |
Ø60x85L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x135L |
Ø86x190L |
Ø86x305L |
| Die Tonhöhe | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Ungefähres Gewicht | Tonne | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Anwendbarer Bolzendurchmesser | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
8-12.7 |
8-12.7 |
| Schaftlänge des Rohlings | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Insgesamt schwächelt es | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
Die Hauptmerkmale des High Speed Bolt Former sind sein schneller Formwechsel und seine hohe Stabilität. Der Körper besteht aus dickem Gusseisen. Bei Hochgeschwindigkeitsbetrieb entstehen kaum Vibrationen und es kommt nicht zu einer Verformung des Schraubenkopfes durch Erschütterungen. Achten Sie darauf, dass Gewicht und Größe jedes Materialstücks gleichmäßig sind, sodass bei der späteren Verarbeitung der Fäden keine weiteren Anpassungen erforderlich sind.