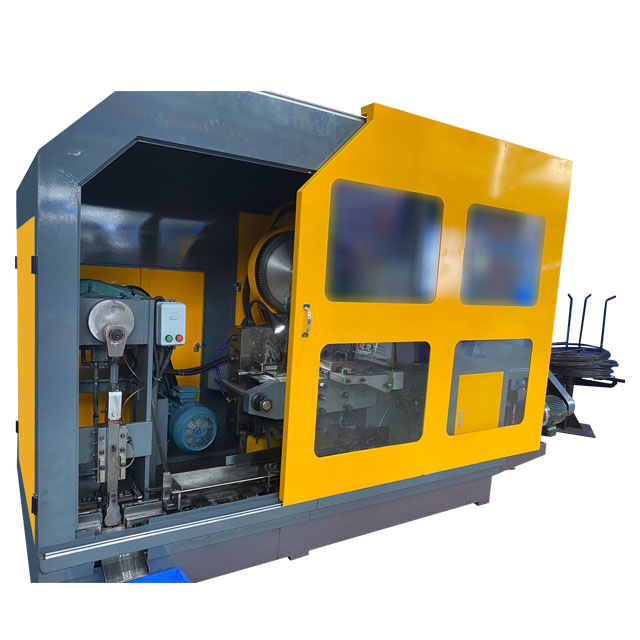
Die Ronen® Automatic 2 Die 2 -Blowschraubenherstellung wird von vielen Herstellern bevorzugt. Es bildet die Bolzen in zwei Schritten. Die erste Form bildet die anfängliche Form des Kopfes, während die zweite Form die endgültige Formung vervollständigt. Sie müssen nicht separat verwendet werden. Die Rohstoffe können ohne kontinuierliche Überwachung hergestellt werden.
Die "Automatic 2 Die 2 Die 2-Blow-Bolt-Making-Maschine" ist eine vollautomatische Zwei-Mold-Zwei-Bluck-Bolzenformmaschine, die speziell für die Batch-Verarbeitung von Schraubenbläsen ausgelegt ist. Es kann Drahtmaterialien mit Durchmessern von 3 bis 12 Millimetern, einschließlich Kohlenstoffstahl und Edelstahl, verarbeiten.
Die automatische 2 -Sterbchen -2 -Blow -Making -Maschine ist eine spezielle Art der kalten Kopfmaschine. Es bildet den Bolzenkopf, indem es zwei Stempelprozesse auf dem Drahtrocken in zwei separaten Stimmungen durchführt. Das erste Stempeln beginnt den störenden Prozess im ersten Würfel, wodurch sich das Metall versammelt hat. Das zweite Stempeln beendet die endgültige Formation der Bolzenkopfform im zweiten Würfel ab. Im Vergleich zu einer einzelnen Stempelmaschine kann dieser zweistufige Prozess komplexere oder größere Bolzenköpfe erzeugen.
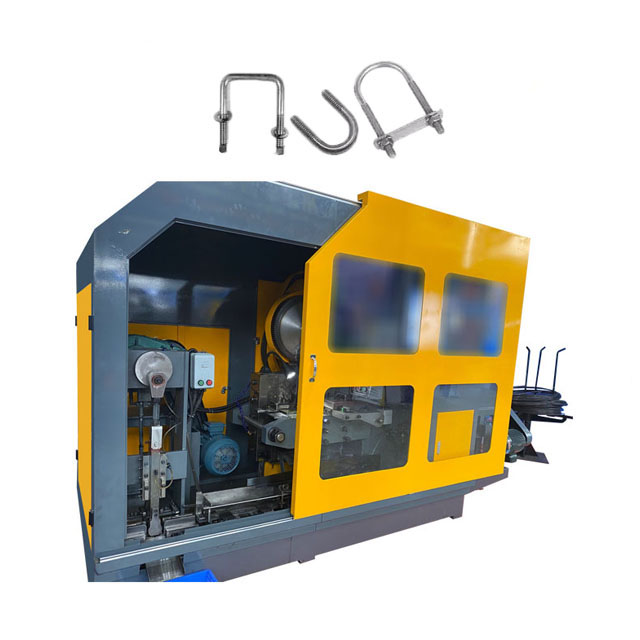
Die Schraubenherstellung beginnt mit dem Draht aus der Spule. Der automatische Feeder führt den Draht durch die Richtmaschine, um alle Biegungen zu entfernen. Dann schneidet der Schnittmechanismus den Draht in präzise Lücken. Diese Lücken werden sofort auf den ersten störenden Würfel übertragen. Die konsistente Länge des Rohlings ist für die entsprechende Menge an Metall in den beiden Stempelprozessen von entscheidender Bedeutung.
In der automatischen 2 -sterbigen 2 -Blow -Bolt -Making -Maschine werden die geschnittenen Rohlinge in den ersten Würfel eingespeist. Der erste Schlag trifft das Ende des Blindessens und extrudiert es in eine Anfangsform, normalerweise eine einfache konische oder zylindrische Form. Diese "vorbildende" Bühne versammelt und verteilt das Metall um, wodurch die endgültige Kopfform an der nächsten Station korrekt gebildet wird.
| Modell | Einheit | RNBF-63s | RNBF-83s | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133s | RNBF-133SL | RNBF-133L |
| Schmiedestation | NEIN. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Schmiedekraft | KGF | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Max.Cut-off Dia | mm | ∅8 |
∅10 |
∅10 |
∅12 |
∅12 |
∅15 |
∅15 |
∅15 |
| Max.cur-off-Länge | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Ausgangsrate | PCs/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Stroke | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Haupthub | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Hauptmotorleistung | KW | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Gesamtdunkeln. aus abgeschnittenem Würfel | mm | ∅30x45l |
∅35x50l |
∅35x50l |
∅45x59l |
∅45x59l |
∅63x69l |
∅63x69l |
∅63x69l |
| Gesamtdunkeln. von Punch sterben | mm | ∅40x90l |
∅45x90l |
∅45x125l |
∅53x115l |
∅53x115l |
∅60x130l |
∅60x130l |
∅60x229l |
| Gesamtdunkeln. von Hauptstirschen | mm | ∅50x85l |
∅60x85l |
∅60x130l |
∅75x135l |
∅75x185l |
∅86x135l |
∅86x190l |
∅86x305l |
| Pitch | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Ca. Gewicht | Tonne | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Anwendbarer Bolzendurchmesser | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 8-12.7 |
| Schaftlänge von Leerzeichen | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Gesamtdunkeln | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
Die Verkaufspunkte der automatischen 2 -sterbigen 2 -Blow -Bolt -Herstellung sind die volle Automatisierung und hohe Effizienz. Von der Fütterung des Materials bis zum Schneiden und Bildung ist keine menschliche Intervention erforderlich. Die Arbeiter müssen den Kabel nur in das Fütterungsregal legen und die Parameter einstellen. Die Kopfbildung ist regelmäßiger und es werden keine Defekte, die während einer einzigen Extrusion auftreten können, auftreten.