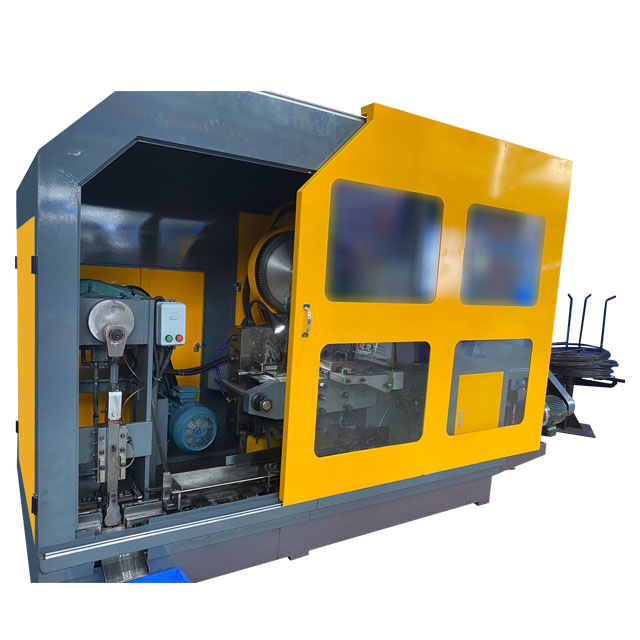
Der Ronen®5 Die 6-Stationen-Bolzenformer schließt die Produktion von Bolzenrohlingen in sechs aufeinanderfolgenden Schritten ab: Drahtschneiden, Extrudieren, Kopfformen und Beschneiden. Es ist nicht erforderlich, dass Lieferanten zusätzliche Ausrüstung oder Komponenten separat kaufen. Laden Sie einfach den Draht ein, stellen Sie die Spezifikationen auf dem Bedienfeld ein und die Maschine kann kontinuierlich arbeiten.
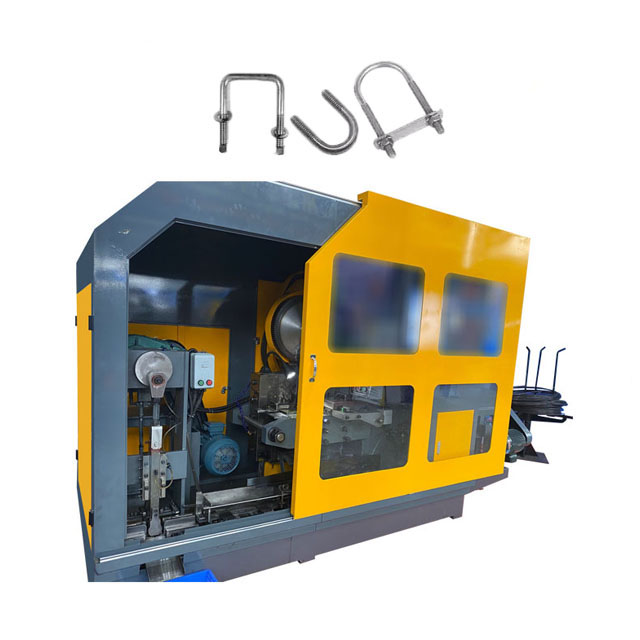
Der 5-Matrizen-6-Stationen-Bolzenformer verwendet fünf Formensätze und sechs aufeinanderfolgende Arbeitsstationen, um den Metalldraht kalt in relativ komplexe Bolzenrohlinge zu pressen. Es kann Drähte unterschiedlicher Größe verarbeiten und eignet sich für die Herstellung von Bolzen mit abgestuften Teilen und speziell geformten Köpfen.
Der 5-Matrizen-6-Stationen-Bolzenformer ist eine fortschrittliche Kaltstauchmaschine, die speziell für die Herstellung komplexer oder großer Schrauben entwickelt wurde. Es verwendet fünf Formen und sechs Stationen, um eine Reihe von Vorgängen am Drahtrohling durchzuführen. Zusätzliche Stationen ermöglichen zusätzliche Arbeitsschritte wie Kantenbeschnitt, Lochstanzen oder mehrfache Feinbearbeitung und ermöglichen so die Erstellung komplexer Kopfgeometrien, die mit einfachen Maschinen nicht realisierbar sind.
Dieser Prozess beginnt mit der Zuführung der Drahtspulen in den Bolzenformer mit 5 Matrizen und 6 Stationen. Der Draht wird zunächst mit einer Richtmaschine begradigt, um Biegungen zu vermeiden, und dann mit einer Präzisionsschneidemaschine in bestimmte Längen geschnitten, um die Knüppel zu formen. Die Konsistenz der Knüppel ist von entscheidender Bedeutung, da sie das erforderliche präzise Metallvolumen für die nachfolgenden mehreren Umformstufen liefert.
Die mehreren Stationen des Bolzenformers können spezielle Vorgänge durchführen. Dazu gehört das Erstellen erster Vertiefungen für die Mitnahmenut, das Extrudieren der verschiedenen Teile des Stangenabschnitts, das Beschneiden der Gratmaterialien und schließlich das Formen der kompletten Kopfkontur. Dieses schrittweise Vorgehen ist bei komplexen Kopftypen von entscheidender Bedeutung.
Das Verkaufsargument des 5-Matrizen-6-Stationen-Bolzenformers besteht darin, dass er komplex geformte Bolzen mit relativ stabiler Genauigkeit herstellen kann. Die sechs Arbeitsstationen haben klar definierte Aufgaben: 1. Arbeitsstation zum Zuführen und Schneiden, 2. Arbeitsstation zum ersten Formen der Kopfform, 3. Arbeitsstation zum Vorprägen der Kopfdetails, 4. Arbeitsstation zum Bearbeiten der Stufen oder Nuten des Stangenteils, 5. Arbeitsstation zum präzisen Pressen von Kopf und Stangenteil und 6. Arbeitsstation zur endgültigen Formgebung, um sicherzustellen, dass jedes Teil den Maßen entspricht.
| Modell | Einheit | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-130S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Schmiedestation | NEIN. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Schmiedekraft | Kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Max. Trenndurchmesser | mm | Ø8 |
Ø10 |
Ø10 |
Ø12 |
Ø12 |
Ø15 |
Ø15 |
Ø15 |
| Max. Schnittlänge | mm |
80 |
80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Ausgaberate | Stk./Min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Schlaganfall | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Hauptstößelhub | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Hauptmotorleistung | Kw | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Gesamtabmessungen der abgeschnittenen Matrize | mm | Ø30x45L |
Ø35x50L |
Ø35x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø63x69L |
Ø63x69L |
| Gesamtabmessungen des Stempels | mm | Ø40x90L |
Ø45x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x130L |
Ø60x130L |
Ø60x229L |
| Gesamtabmessungen des Hauptwerkzeugs | mm | Ø50x85L |
Ø60x85L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x135L |
Ø86x190L |
Ø86x305L |
| Die Tonhöhe | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Ungefähres Gewicht | Tonne | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Anwendbarer Bolzendurchmesser | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 8-12.7 |
| Schaftlänge des Rohlings | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Insgesamt schwächelt es | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |